Kontaktieren Sie uns
Weil die Nachfrage nach einem beliebten Bürostuhl ungeahnte Ausmaße annahm, musste die Interstuhl Group ihre Produktivität erhöhen. Dies ging nur mit einer neuen Montagelinie. Die Lösung brachte ein stark modifiziertes UMS-System von MiniTec.
Mitten in der Schwäbischen Alb liegt Tieringen. Der anerkannte Erholungsort hat knapp über 1000 Einwohner und ist ein Stadtteil von Meßstetten. In dieser schönen Umgebung befindet sich der Hauptsitz der Interstuhl Group. Das familiengeführte Unternehmen hat sich mit viel Leidenschaft und Innovationskraft in den vergangenen mehr als 60 Jahren zu einem international erfolgreichen Anbieter für individuelle Produkt- und Raumlösungen sowie Serviceleistungen gemausert. In Tieringen arbeiten rund 800 Personen, weitere 350 sind weltweit an Produktionsstandorten und in Vertriebsbüros tätig.
Mit den drei starken Marken Interstuhl, Bimos und Backforce kommen die Produkte der Interstuhl Group im Büroumfeld ebenso zum Einsatz wie in Produktionsbereichen, in Laboren sowie beim Gaming. Abnehmer können auch Einzelkunden sein, überwiegend liefert man jedoch weltweit an Großkunden aus allen Bereichen der Industrie und Verwaltung. Das Sortiment an Stuhlmodellen und Möbeln zeichnet sich durch eine hohe Variantenvielfalt aus. Bei den Sitzmöbeln gibt es beispielsweise verschiedene Stoffqualitäten, Fußkreuze und Rollen sowie Rücken mit Netz- oder Polsterung in hoher oder niedriger Ausführung. Viele dieser Eigenschaften lassen sich miteinander kombinieren und vereinen so Ergonomie mit den individuellen Bedürfnissen der Kunden.


Der EVERY ist einer der erfolgreichsten Bürostühle von Interstuhl.
Leistungsfähigere Endmontage gefordert
Die Fertigungstiefe der Interstuhl Group ist beträchtlich, viele Schritte zur Herstellung der Möbel erfolgen im Haus. Es gibt einen eigenen Stahlbau, wo verschiedene Basisteile geschweißt und gestanzt werden. Auch deren Beschichtung wird in den eigenen Hallen vorgenommen. Es gibt ein eigenes Stofflager, in dem Zuschnitte hergestellt werden. Diese gehen weiter zur Näherei, später zur Polsterei. Aus eigens in der Schäumerei hergestellten Rücken- und Sitzschaumteilen entstehen in der Vormontage die Polsterbaugruppen und Rückenteile.
Und natürlich findet auch die Endmontage und Versandvorbereitung in Tieringen statt. Hier werden die einzelnen Komponenten entweder teilzerlegt verpackt oder komplett montiert und anschließend mit der eigenen Spedition versandt.
Auf einer der Montagelinien wurde bereits seit Jahren der Bürostuhl EVERY zusammengebaut. Dieser erfreute sich immer größerer Beliebtheit und entwickelte sich zu einem echten „High Runner“. Die stetig wachsende Nachfrage brachte die Anlage schließlich an ihre Grenzen, so Betriebsmittel-Konstrukteur David Rieble: „Für diese Stückzahlen war die Montagelinie nie gedacht. Sie arbeitete mit Schwerkraft. Die Werkstückträger waren Wagen, die auf schrägen Schienen selbstständig von links nach rechts fuhren und so die einzelnen Montagestationen miteinander verbanden. Zudem gab es ein Facelift des Stuhls. Das Band war jedoch für das alte Modell konzipiert.“
Vor diesem Hintergrund beschloss man bei der Interstuhl Group, die Anlage durch eine neue, deutlich performantere zu ersetzen. Diese sollte nicht mehr mit Schwerkraft arbeiten, sondern über einen eigenen Antrieb verfügen. Eine weitere Anforderung war, dass das System aufgrund der beengten Platzverhältnisse nicht viel Raum benötigen durfte und die Werkstückträger im Kreis laufen sollten.
Paletten-Umlaufsystem UMS als Lösung
Bei der Recherche nach einem geeigneten Anbieter stieß man schnell auf MiniTec, so Sascha Seemann, ebenfalls bei der Interstuhl Group in der Betriebsmittel-Konstruktion tätig: „Es gibt wenig Lieferanten, die solch ein Palettentransportsystem wirtschaftlich interessant anbieten.“
MiniTec überzeugte die Interstuhl Group mit dem Paletten-Umlaufsystem UMS. Dabei handelt es sich um eine äußerst platzsparende Lösung, bei welcher die leeren Paletten unterhalb der Förderebene zurückgeführt werden. Das Anstauen der Paletten ist dabei nicht nur auf der Förderebene, sondern ebenso beim Rücktransport der entladenen Werkstückträger möglich. Charakteristisches Merkmal der Baureihe UMS ist eine ständig umlaufende Kette, welche die Werkstückträger in einem Kreislauf befördert.
Allerdings zeigte sich in den Projektgesprächen schnell, dass das UMS-Grundkonzept nicht 1:1 auf die Anforderungen der Interstuhl Group passte. So ragen während der Montage die Rückenlehnen der Stühle nach unten, wo sie mit den unterhalb der Anlage zurücklaufenden Paletten kollidieren könnten. Des Weiteren sind die Werkstückträger mit einer recht großen Grundplatte versehen, damit der Stuhl mit der Sitzfläche darauf während der Montage komplett Platz findet. Auch die Armlehnen haben in dieser Situation einen gewissen Platzbedarf.
Das Projektteam sah sich also mit der Herausforderung konfrontiert, den besonderen Gegebenheiten der Werkstücke unter Berücksichtigung der beengten Platzverhältnisse gerecht zu werden. Bei Beibehaltung des UMS-Standardkonzeptes hätte die Anlage vom Querschnitt deutlich größer dimensioniert werden müssen, was aber aufgrund der räumlichen Gegebenheiten ausschied. Die Lösung bestand schließlich in einer starken Anpassung des UMS-Systems an die Interstuhl-Gegebenheiten – in Form einer Kombination unterschiedlicher Maßnahmen.

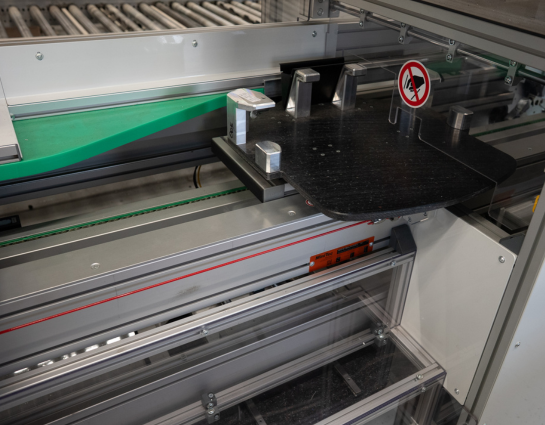
Über eine spezielle Führung (grün) werden die Werkstückträger nach Ende der Montage wieder eingefahren, was bis zu 40 cm Platz spart.
Umfangreiche Anpassungen nötig
Steht ein UMS normalerweise auf Füßen, die in gewissen Abständen an einen Profilrahmen als Träger montiert sind, wurde für die Interstuhl-Anlage ein massiver C-Träger-Rahmen konstruiert, welcher das tragende Gerüst der Anlage an beiden Enden bildet. Dadurch brauchen die Führungen der Paletten im unteren Bereich keine tragende Funktion mehr zu haben – beides in Kombination sparte enorm Platz.
Gelangen die Werkstückträger nach dem Umlauf nach oben, werden sie durch eine Führung nach vorne rausgeschoben, damit der Stuhl mit montierten Armlehnen befördert werden kann, ohne zu kollidieren. Darüber hinaus hat dies auch den Vorteil, dass der Arbeiter sich nicht so weit nach vorne lehnen muss. Und sobald die Montage abgeschlossen ist, kann der Tisch wieder einfahren und nach unten durchgefördert werden. David Rieble erklärt: „Dadurch haben wir außerdem etwas Baubreite an der Anlage gespart.“
Eine große Anforderung war auch, dass der Stuhl nach der Endmontage nicht mehr angehoben werden muss, bevor er umgedreht wird, sondern dass man ihn quasi einfach nur noch vom Werkstückträger runterziehen kann, so Rieble: „Das ging vorher leider nicht, denn wenn Armlehnen im Spiel waren, ist das mit der Anlage oder mit dem Band kollidiert. Wir haben deshalb den Werkstückträger mit der Montageplatte und den Halterungen selbst konstruiert, so dass dies nun möglich ist. Zudem sind die Halterungen so konzipiert, dass sie auch für andere Stuhlmodelle anpassbar sind.“
Diese und weitere Anpassungen sorgten für ein schlüssiges, maßgeschneidertes Anlagenkonzept, welches den Interstuhl-Anforderungen optimal gerecht wird.


Fußschalter zum Weiterbewegen der Werkstückträger.
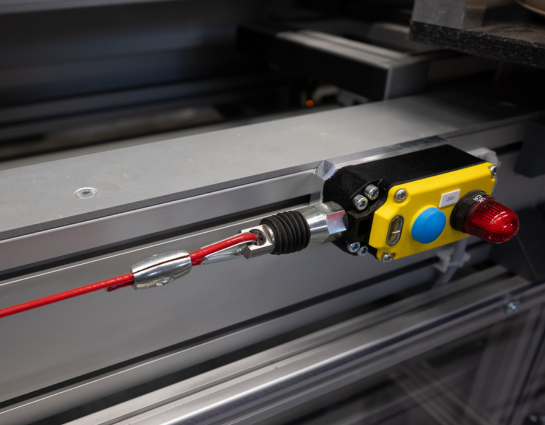
Der Notseilzug ist bei Störungen leicht erreichbar.
Durchdachte Steuerung für Sicherheit und Komfort
Die Anlage verfügt grundsätzlich über fünf Montagestationen, wobei aktuell nur drei genutzt werden, von zwei Mitarbeitern. Zu Beginn wird der Sitz eingeschoben. Dann werden die Armlehnenträger, die Mechanik und (optional) die Armlehnen angebracht, gefolgt von der Montage des Rückenträgers. Zum Abschluss wird noch die Stuhlsäule mit dem Fußkreuz montiert.
Sobald ein Werker einen Arbeitsschritt beendet hat, schickt er per Fußtaster den Werkstückträger weiter. Nach Fertigstellung der Montage wird der Stuhl entnommen und der leere Werkstückträger per Fußtaster eingefahren und nach unten befördert. Künftig ist neben dem Fußtaster auch eine Steuerung per Display angedacht. Auf den Displays werden den Werkern die Aufträge angezeigt und informiert, welche Stühle sie montieren müssen.
Produktivität und Flexibilität verbessert
Bereits nach den ersten Monaten der Inbetriebnahme sind die Vorteile der neuen Anlage zu spüren, so Rieble: „Das Feedback unserer Abteilungsleiter ist durchweg positiv. Sie sind sehr zufrieden mit dem Ablauf. Bezüglich Schnelligkeit und Produktivität werden wir jedenfalls besser gegenüber der alten Anlage. Auch die Werker sind zufrieden und loben die Vereinfachung durch die Automatisierung. Und auch hinsichtlich der Flexibilität sind wir jetzt besser. Durch die Verfügbarkeit von fünf Arbeitsplätzen können wir beispielsweise auch mal zusätzlich noch etwas montieren, was kurzfristig dazu gekommen ist. Auch ist es wie erwähnt leicht möglich, den Aufbau der Werkstückträger abzuändern, sodass wir weitere Modelle auf der Anlage fertigen können.“
Auch die Zusammenarbeit mit MiniTec empfand das Interstuhl Group Team als sehr angenehm, so Sascha Seemann: „Es war ja das erste Projekt mit MiniTec, und hier können wir nur Positives berichten. Wir haben uns immer zeitnah über Onlinemeetings oder telefonisch abgestimmt. So konnte die Anlage recht zügig realisiert werden. Das betrifft auch die Feinkonzeption bestimmter Details wie etwa das beschriebene Ein- und Ausfahrsystem. Ideen waren stets von beiden Seiten da, und die Zusammenarbeit gestaltete sich problemlos.“
Entsprechend offen ist man für weitere Projekte in Zukunft. Etwa, wenn es um eine weitere Anlage ähnlichen Typs geht. Auch interessiert man sich bei der Interstuhl Group für MiniTec SmartAssist. Man könnte sich gut vorstellen, das Werkerassistenzsystem für die Vormontage der Rücken- oder auch der Sitzbaugruppe einzusetzen.
David Rieble und Sascha Seemann.