Über ein Kipp-Neigegerät werden die Produkte zu Beginn in eine Schütte gekippt.
Ein Kunde von MiniTec ist seit vielen Jahren im Bereich der Umformtechnik tätig. Für die Automatisierung von Prozessen setzt das Unternehmen auf das Know-how von MiniTec. Im Zuge der Zusammenarbeit wurden inzwischen vier hochspezialisierte Anlagen konzipiert und gebaut.
Oft entstehen sehr effiziente Lösungen in der Zusammenarbeit von MiniTec und seinen Kunden. Einer dieser Kunden ist seit vielen Jahren im Bereich der Umformtechnik tätig. Für die Automatisierung von Prozessen setzt man immer wieder auf das Know-how der MiniTec-Experten und hat bereits vier hochspezialisierte Anlagen im Einsatz. Eine davon sollte nach zehn Nutzungsjahren durch eine neue Maschine ersetzt werden.
Diese sollte nicht nur leistungsfähiger werden und einen höheren Durchsatz erlauben, sondern auch auf die neuen Drehmaschinen angepasst werden, die in das Anlagenkonzept integriert waren. Selbige waren flexibler als die bisherigen, weil sie erweitert und für eine noch höhere Leistung angepasst werden konnten. Zudem hatten sich auch die zu bearbeitenden Produkte für den Automobilzulieferbereich geändert – ursprünglich ging es nur um zwei Produkte, jetzt musste die Anlage sogar fünf beherrschen.

Sie planen eine neue Montagelinie oder möchten bestehende Fertigungsprozesse optimieren & automatisieren? Dann sprechen Sie uns gerne an!
Entsprechend erarbeitete MiniTec gemeinsam mit dem Unternehmen ein Konzept für eine neue Anlage zur Bearbeitung, Prüfung und Serialisierung von Teilen. Nach umfangreichen Projektgesprächen kam schließlich die gewünschte Lösung heraus, sie konnte zwischenzeitlich beim Kunden vor Ort in Betrieb genommen werden. Nachfolgend eine Beschreibung der Abläufe, welche den hohen Automatisierungsgrad und die Komplexität der Anlage erahnen lässt.
Zu Beginn wird eine Gitterbox mit den Rohteilen in ein Kipp-NeigeGerät geschoben. Dieses kippt die Teile auf ein Bunkerband, das sie zum Trichter eines Stufenförderers transportiert. Über den Stufenförderer werden die Teile ausgerichtet und nach oben auf eine Vibrationsschiene befördert. Anschließend werden sie über eine Schütte mit Vibrationstechnik zu einem Gliederkettenförderer bewegt. Die Nachförderung stoppt, sobald ein Stau erkannt wird. Falsch ausgerichtete Teile fallen auf ein Rückführband herab und werden wieder in den Trichter transportiert. Der Förderer mit Einlaufkontrolle durch Schikane transportiert die Bauteile zu vordefinierten Plätzen, um sie dort vereinzelt einem Roboter anzubieten.
Der Roboter mit Doppelgreifer übernimmt ein Bauteil und übergibt dieses an eine Messeinrichtung. Dabei handelt es sich um ein analoges Gerät, das über dem Bauteil platziert ist und an drei Stellen einen Messwert ermittelt. Nach der Prüfung werden die Teile entnommen und inklusive des Ergebnisses (Mittelwertes) an ein CNC-Bearbeitungszentrum zum Drehen übergeben.
Die Fertigteile werden im Anschluss auf dem Transportband positioniert. Hierbei kommt es zu einer 180° Wendung der Teile. Derweil geht der Roboter zur Aufnahme der nächsten Rohteile des Zuführsystems.
Im weiteren Ablauf kommt auch ein Pick- und Place-System zum Einsatz, welches die Werkstücke übernimmt und zur Qualitätsprüfung auf eine Dreheinheit legt. Entsprechend dem Prüfergebnis werden die Bauteile auf das IO-Band („In Ordnung“) beziehungsweise auf das NIO-Band („Nicht in Ordnung“) gelegt, nachdem sie durch die weiteren Positionen gehandelt wurden. Die fehlerlosen Bauteile werden schließlich gekennzeichnet und serialisiert.

Über ein Kipp-Neigegerät werden die Produkte zu Beginn in eine Schütte gekippt.

Von hier aus gehen die Teile per Förderband zu einem Stufenförderer
Die als korrekt eingestuften Werkstücke („IO-Teile“) werden über ein zentrales Förderband durch die gesamte Anlage geschleust. Das Förderband ist aus der Baureihe 45. Am Ende befindet sich ein Pufferteller zur Speicherung der Bauteile. Für fehlerhafte Teile gibt es einen NIO-Rollengang, also einen Ablageplatz innerhalb der Anlage. Der Rollengang hat ein Gefälle in Richtung Entnahmeluke. Der Füllstand ist sensorisch abgefragt. Wenn der Speicher voll ist, muss der autorisierte Werker die Bauteile händisch entnehmen.
Die Steuerung der Fertigungslinie erfolgt durch eine S7-Einheit. Zum Bedienen und Beobachten der Anlage wird ein Mobile Panel eingesetzt. Dieses tragbare Bediengerät ermöglicht das Bedienen und Beobachten am eigentlichen Ort des Geschehens mit direktem Zugriff und Sichtkontakt zum Prozess.
Die neue Anlage entspricht in jeglicher Hinsicht den Wünschen des Kunden. Sie ist deutlich flexibler als die bisherige, die nur für bestimmte Bauteile konzipiert war. Die neue Anlage kann hingegen künftig auch für neue Bauteile eingesetzt werden. Während bisher ausschließlich Lineartechnik genutzt wurde, sind nun auch Roboter integriert – auch das sorgt für eine höhere Flexibilität. Entsprechend ist der Kunde mit der Anlage überaus zufrieden, sie verschafft ihm wichtige Vorteile in seiner Produktion.
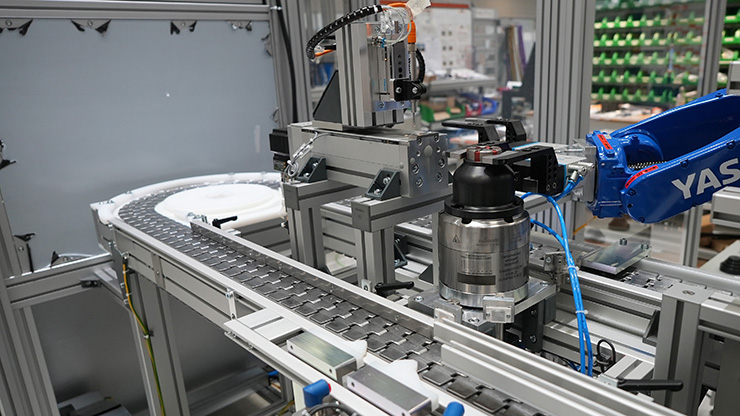
Neben mehreren Robotern kommt auch ein Gliederkettenförderer zum Einsatz.

Der Stufenförderer transportiert die Teile nach oben.
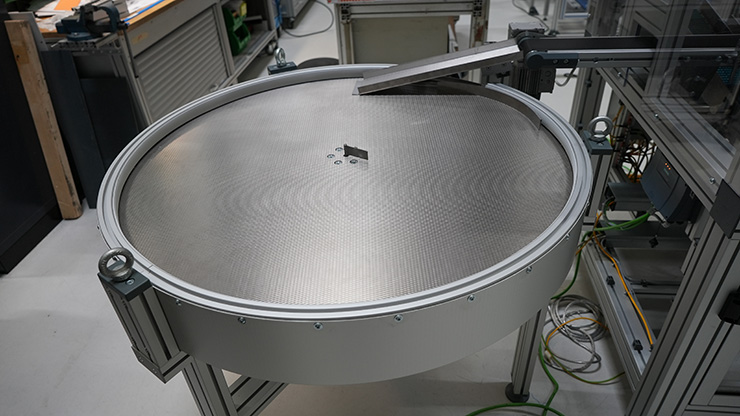
Die geprüften und für „OK“ befundenen Teile landen zum Schluss auf einem Drehteller.