Contact us
To better respond to fluctuating order volumes, specialist company HMT had its MiniTec industrial parts cleaning system further automated – with clear success.
“Not just clean, but pure” was once the promise of a well-known detergent advertisement. HMT – Häseler Metalltechnik GmbH from St. Georgen applies a very similar standard when it comes to cleaning technical components. Founded in 1983, the company is a specialist in stamping and forming technology as well as in parts cleaning under extremely stringent technical cleanliness requirements. Its customers are primarily based in the automotive sector. The workpieces are mainly stamped parts that come into contact with electronic components and printed circuit boards.
Joachim Hölzl, Technical Managing Director of the company, describes the solution offered by HMT as an all-in-one concept:
“We carry out stamping and cleaning entirely under one roof on a production area of 12,500 square meters. Our range of services extends from stamping, forming, and deep drawing to parts cleaning – including residual contamination analysis in our in-house laboratory. We are able to meet almost any customer requirement. The foundation for this is our in-house toolmaking, a modern machine park, and dedicated employees with in-depth expertise. Our processes and procedures comply with the highest automotive standards.”
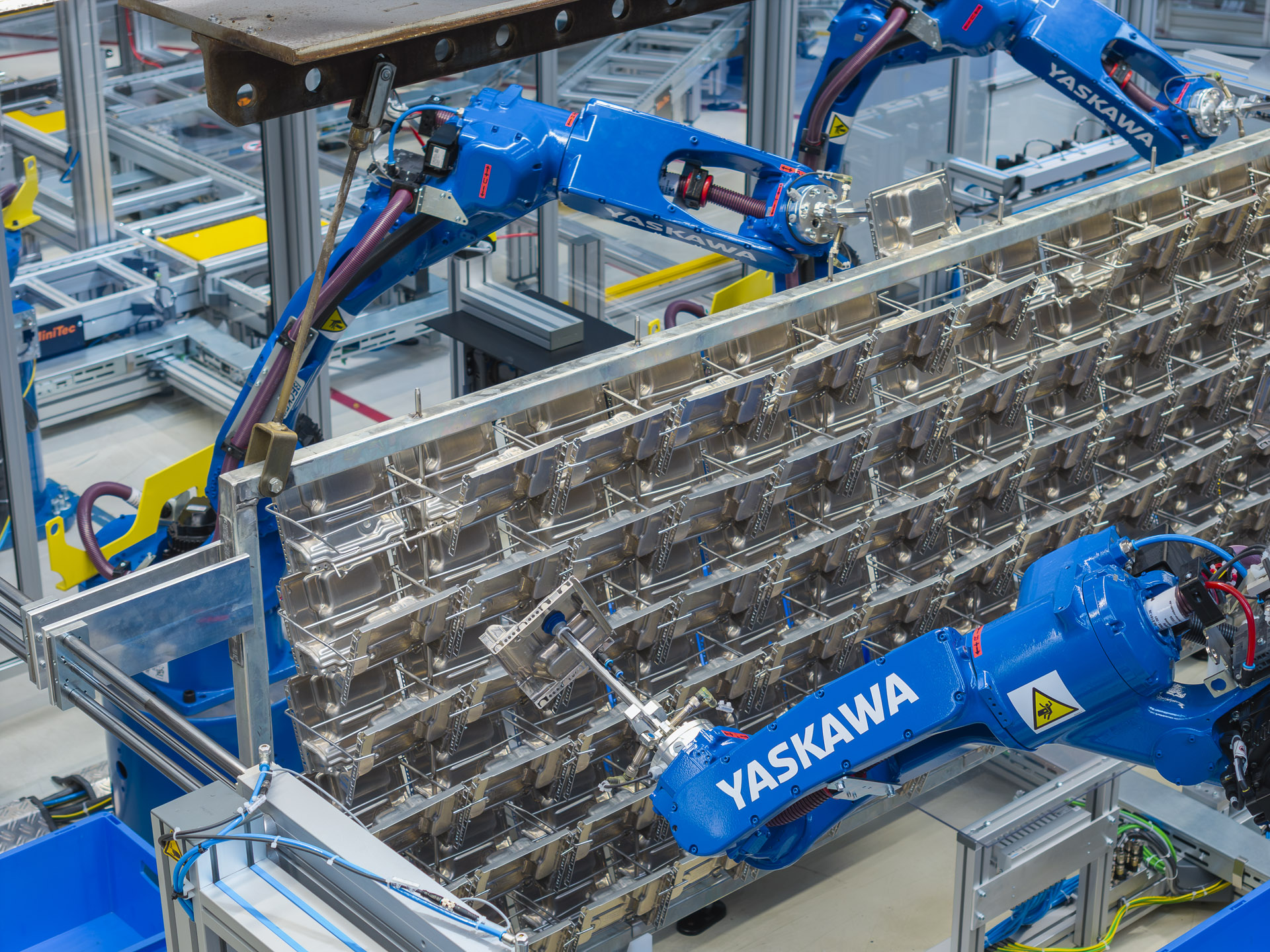
Eight MOTOMAN GP12 robots remove the components and place them into KLT containers.
Two cleaning systems are in operation at HMT. Under normal capacity utilization, production runs in a two-shift operation, allowing around 40 million components to be processed per year. In the past, many steps in the cleaning process were carried out manually by employees. However, the general shortage of skilled labor became increasingly noticeable. Cooperation with staffing agencies also failed to provide a satisfactory solution.
According to Joachim Hölzl, this was primarily due to the volatile weekly fluctuations in order volumes:
“This made reliable resource planning difficult – and also hindered our ability to respond quickly to changing conditions. One week demand increases, and by the time personnel capacity has been adjusted accordingly, the week is almost over.”
Looking ahead, Hölzl wanted to be able to plan and control operations far more reliably and respond more flexibly to capacity fluctuations. This objective was to be achieved through increased automation – with a particular focus on loading the transport racks with components for the cleaning process and on their subsequent unloading.

The component-loaded racks are transported into the cleaning system on an overhead conveyor.
The process began with internal specialists at HMT – led by Tobias Seemann, Team Leader of the Automation Department. An ABC analysis of the components was carried out, and possible solutions were discussed. Hölzl explains:
“We set up our own in-house laboratory and started initial trials with a training robot. The results were very impressive. We then contacted Yaskawa, who provided one of their robots for the next steps. Once we were confident about the feasibility, we engaged MiniTec as system integrator. We presented our vision to automation expert Peter Müller and discussed how the system could be designed, based on our specifications and requirements. He then developed a concept for implementing the solution, which went into execution.”
The result was a highly complex system in which the removal of cleaned components as well as their storage and retrieval are fully automated. Two identical pick-up stations ensure sufficient capacity. In total, eight MOTOMAN GP12 robots handle the unloading of the parts carriers. The GP series robots are characterized by high speed, acceleration, and repeatability. The system is integrated with a fully automated storage system and, with dimensions of 20 m x 10 m, is truly impressive in scale.

After cleaning, the racks automatically move to the designated pick-up station.
Customer components arrive at HMT in various types of packaging (mesh boxes, wooden crates, cardboard boxes, etc.). At the receiving station, they are still manually removed from their containers and secured onto cleaning racks.
The system then retrieves the racks from the buffer storage. They pass through the cleaning process via an overhead conveyor along a 60-meter track, moving through different zones. From there, the racks proceed to the drying room, then to the cooling room, and finally to the cleanroom. Depending on the technical specifications of the components, the cleaning racks either remain in place for pick-up or continue into the cleanroom, where the robot-assisted pick-up stations are located.
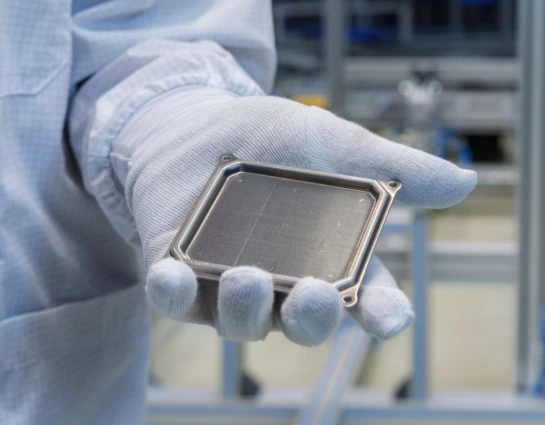
Since the components can shift during the cleaning process, the robot may encounter slight positional differences from one pick to the next. To address this, a camera inspection determines the exact coordinates, ensuring the components are correctly placed into the KLT containers. This guarantees that the components remain organized when handed over to other departments.

Eine Kameraprüfung bei der Entnahme sorgt dafür, dass die Bauteile anschließend in den KLTs korrekt platziert werden.
During loading, the cleaning racks are assigned a barcode containing information about the type of components and the pick-up station they need to go to. At the pick-up station, the article-specific information is transmitted via an interface between the cleaning system and the robot cells.
Joachim Hölzl explains: “This allows the robot to know exactly which component is coming and in what quantity. It also ensures that the robot picks the correct amount. If a component is ever lost, it automatically adjusts the target quantity by minus one. This way, we always have the correct number of components picked.”
The components to be cleaned come predominantly from the automotive sector.
Each robot has a KLT container positioned in front of it. It picks the components from the cleaning rack and places them correctly into the box. Once the specified quantity has been reached, the KLT automatically moves away, and the robot is supplied with an empty box again.
The filled KLT is then automatically transported via a conveyor system to a storage rack. The conveyor system is an FMS system from MiniTec – a transfer system that moves boxes around curves or via turntables. A special feature of HMT’s setup is that no conventional workpiece carriers (pallets) are used; instead, the KLTs are driven directly by the roller chains.
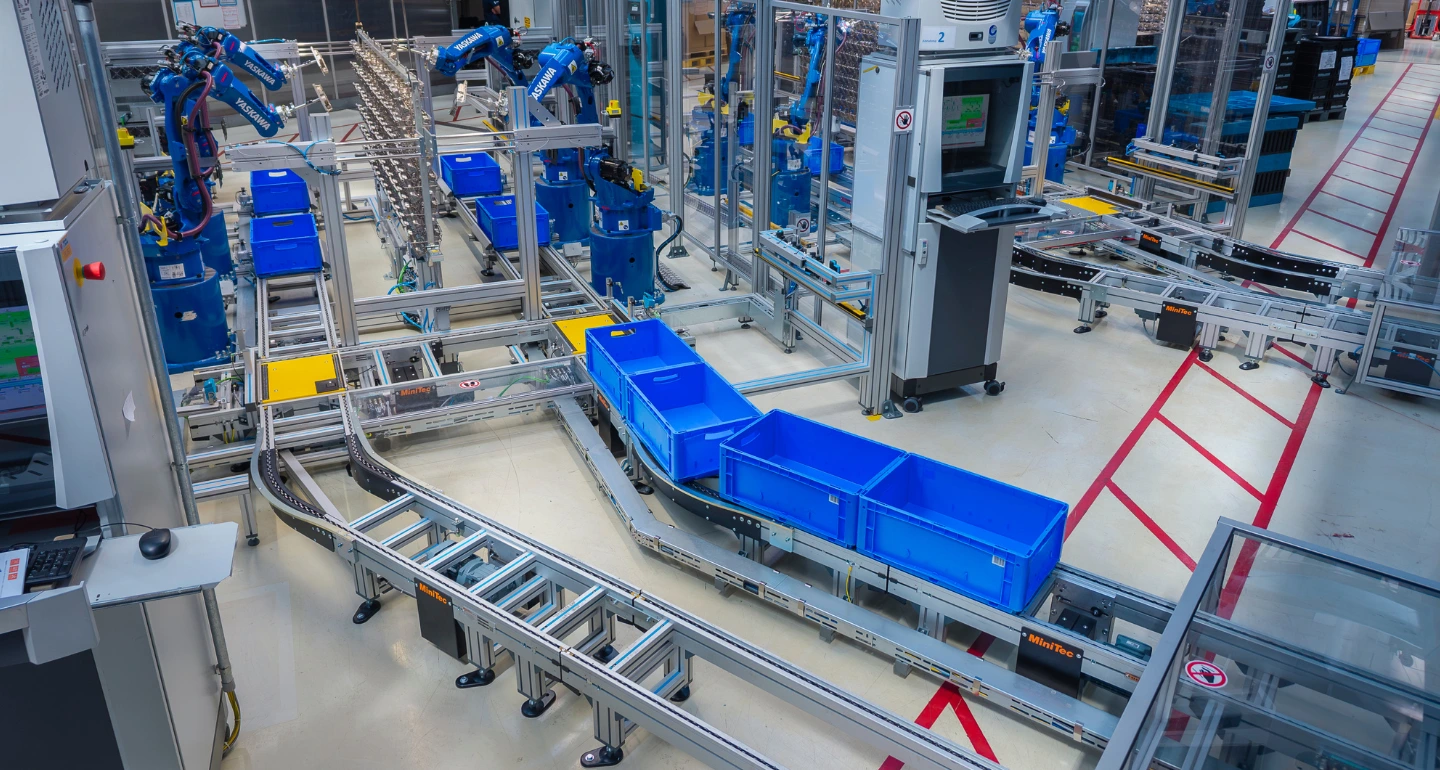
Filled KLTs travel along a MiniTec FMS conveyor system to the storage rack, and empty boxes are automatically made available to the robots again.
At the storage rack, a storage shuttle – also developed by MiniTec – handles the automatic storage of the KLTs, moving back and forth as needed. It also transports components for visual inspection. This area is equipped with a control station where employees can see which components are currently in the storage system.
Components that need to be inspected can be requested via a control panel. The shuttle then initiates the retrieval process, delivering the KLTs to the visual inspection station via a conveyor system. There, the components are checked according to the customer’s defect catalog. Once approved, they are packaged in customer-specific packaging.

The fully automated storage system from MiniTec.
Even after the initial start-up period, Joachim Hölzl could feel the benefits of the system:
“The biggest advantage is the flexibility. Today, we have the crucial benefit of being able to increase capacity at any time, even on short notice.”
Hölzl is also satisfied with the project process itself:
“The collaboration within this three-way team – MiniTec, Yaskawa, and HMT – worked extremely well and ultimately led to an excellent result. As mentioned, Yaskawa supported us by providing a robot. MiniTec, as the system integrator, also gave us intensive support – simulations, cycle times, and similar matters. It was an absolutely excellent collaboration, especially with Peter Müller. His experience in project management and technical expertise brought tremendous added value, also for HMT.”

A shuttle handles the storage and retrieval of the KLTs with the components.
The combination of Tobias Seemann and Peter Müller was outstanding. I greatly appreciated the communication, project planning, and MiniTec’s expertise. Many ideas were developed during the project itself. Small opportunities for improvement were continuously identified and quickly implemented. Marcel Therre and Phillip von Ehr also contributed excellently – all true team players.

Sufficient capacity is ensured by two identical pick-up stations with a total of eight MOTOMAN GP12 robots.
In general, HMT’s CEO is very open to automation. He is already considering switching the loading of cleaning racks from manual to robotic. Another focus is the removal of components in the cleanroom.
“We have many approaches here, not only in production. There are also numerous automation opportunities in administration, some of which we have already implemented. In the future, we want to examine all areas to see which processes can be automated, in order to minimize human error as much as possible.”
Accordingly, the automation department has now grown to four employees. Based on the positive experiences, Yaskawa and MiniTec will continue to be key partners in future projects.
Thumbs up for the new automation solution (from left): Stefan Wache (MiniTec), Simon Bublies, Moritz Benzing, and Joachim Hölzl (all HMT).
Do you have questions or want to learn more about complete solutions? Feel free to get in touch with us!